






Продукция

Тайсин металлический 3D-принтер iSLM350DN
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формовочного цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.
Тайсин металлический 3D-принтер iSLM420DN
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формовочного цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.

Тайсин металлический 3D-принтер iSLM500D
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формовочного цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.
Тайсин металлический 3D-принтер iSLM600QN
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формующего цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.

Тайсин металлический 3D-принтер iSLM800QN
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формующего цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.
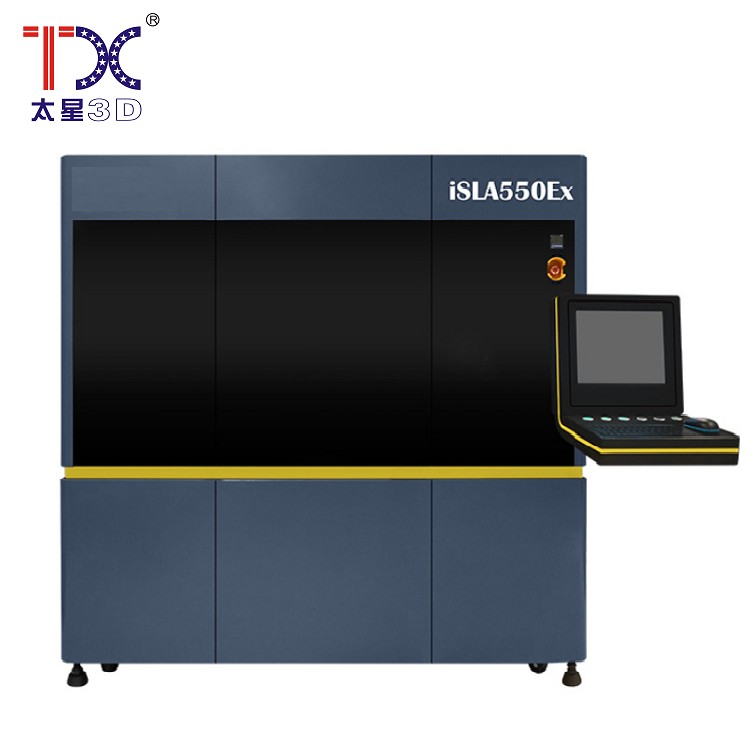
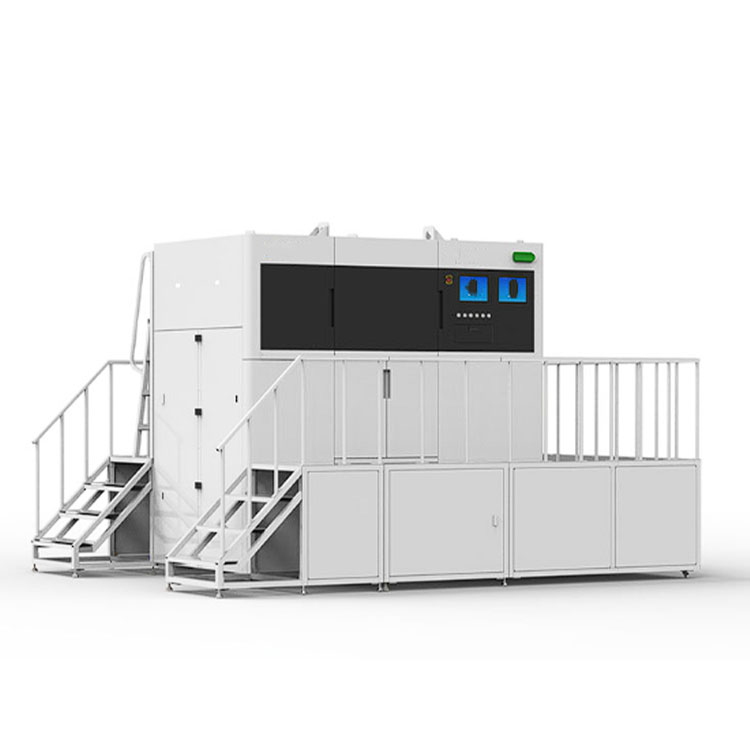
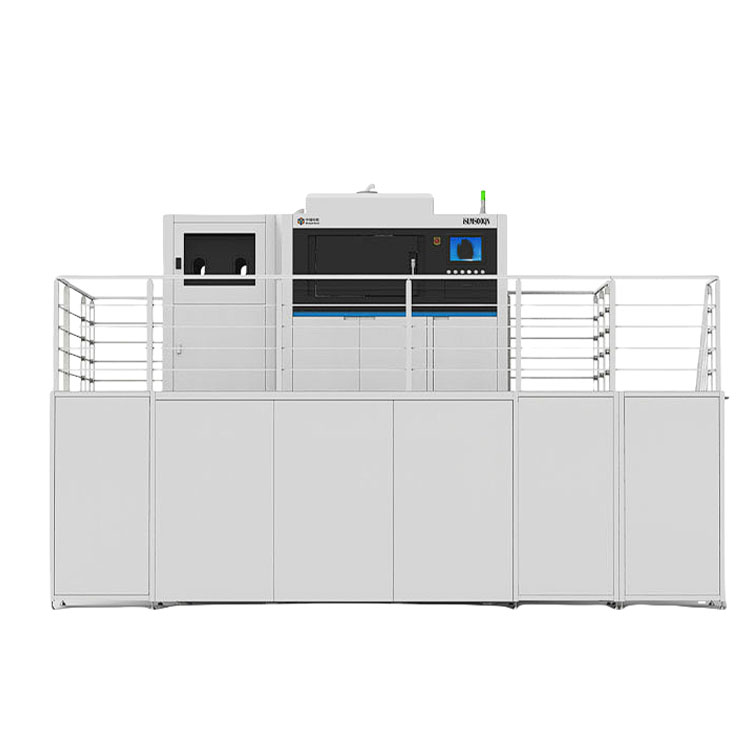
Тайсин светоотверждаемый 3D-принтер SLA550Ex
Стереолитография (SLA) — это высокоскоростная и высокоточная технология 3D-печати. Детали печатаются с помощью УФ-лазера и жидкого фотополимера, отверждаемого УФ-излучением – «фотополимера». Лазерный луч контролируется для сканирования поверхности жидкой смолы, так что поверхность жидкой смолы затвердевает, образуя сканированную пленку поперечного сечения детали. После отверждения одного слоя покройте вновь образовавшийся слой другим слоем жидкой смолы и продолжайте сканирование, чтобы затвердеть и объединить его с поперечным сечением ранее отвержденной детали. Это происходит вперед и назад, слой за слоем, чтобы напечатать полную трехмерную деталь.

Тайсин светоотверждаемый 3D-принтер SLA550Lite
Стереолитография (SLA) — это высокоскоростная и высокоточная технология 3D-печати. Детали печатаются с помощью УФ-лазера и жидкого фотополимера, отверждаемого УФ-излучением – «фотополимера». Лазерный луч контролируется для сканирования поверхности жидкой смолы, так что поверхность жидкой смолы затвердевает, образуя сканированную пленку поперечного сечения детали. После отверждения одного слоя покройте вновь образовавшийся слой другим слоем жидкой смолы и продолжайте сканирование, чтобы затвердеть и объединить его с поперечным сечением ранее отвержденной детали. Это происходит вперед и назад, слой за слоем, чтобы напечатать полную трехмерную деталь.

Тайсин светоотверждаемый 3D-принтер SLA200
Стереолитография (SLA) — это высокоскоростная и высокоточная технология 3D-печати. Детали печатаются с помощью УФ-лазера и жидкого фотополимера, отверждаемого УФ-излучением – «фотополимера». Лазерный луч контролируется для сканирования поверхности жидкой смолы, так что поверхность жидкой смолы затвердевает, образуя сканированную пленку поперечного сечения детали. После отверждения одного слоя покройте вновь образовавшийся слой другим слоем жидкой смолы и продолжайте сканирование, чтобы затвердеть и объединить его с поперечным сечением ранее отвержденной детали. Это происходит вперед и назад, слой за слоем, чтобы напечатать полную трехмерную деталь.

Тайсин светоотверждаемый 3D-принтер SLA450
Стереолитография (SLA) — это высокоскоростная и высокоточная технология 3D-печати. Детали печатаются с помощью УФ-лазера и жидкого фотополимера, отверждаемого УФ-излучением – «фотополимера». Лазерный луч контролируется для сканирования поверхности жидкой смолы, так что поверхность жидкой смолы затвердевает, образуя сканированную пленку поперечного сечения детали. После отверждения одного слоя покройте вновь образовавшийся слой другим слоем жидкой смолы и продолжайте сканирование, чтобы затвердеть и объединить его с поперечным сечением ранее отвержденной детали. Это происходит вперед и назад, слой за слоем, чтобы напечатать полную трехмерную деталь.
Продукты
ООО Сямынь Тайсин Механические Электрические,Компания прошла сертификацию Система менеджмента качества ISO9001, сертификациюЕАС и сертификациюСЕ. Основной бизнес:пятиосевой станок с ЧПУ,пятикоординатный обрабатывающий центр,пятиосевой ЧПУ,Будем рады сотрудничеству с Вами!