






Продукция





-

Тайсин трехпроводная рельсовая формовочная машина высокой жесткости TX-6027
-

Тайсин светоотверждаемый 3D-принтер iSL1100
-

Тайсин вертикальный токарный станок с ЧПУ TXLC-500
-

Тайсин светоотверждаемый 3D-принтер SLA660
-

Тайсин портальный обрабатывающий центр YBM-2015
-

Тайсин сверлильный и резьбонарезной станок с ЧПУ TXT-700
-

Тайсин светоотверждаемый 3D-принтер SLA1900D
-

Тайсин высокоскоростной пятиосевой обрабатывающий центр TX-UC400
-
Тайсин горизонтальный обрабатывающий центр с ЧПУ высокая точность HMC TXHD-630
-

Тайсин светоотверждаемый 3D-принтер SLA500
-
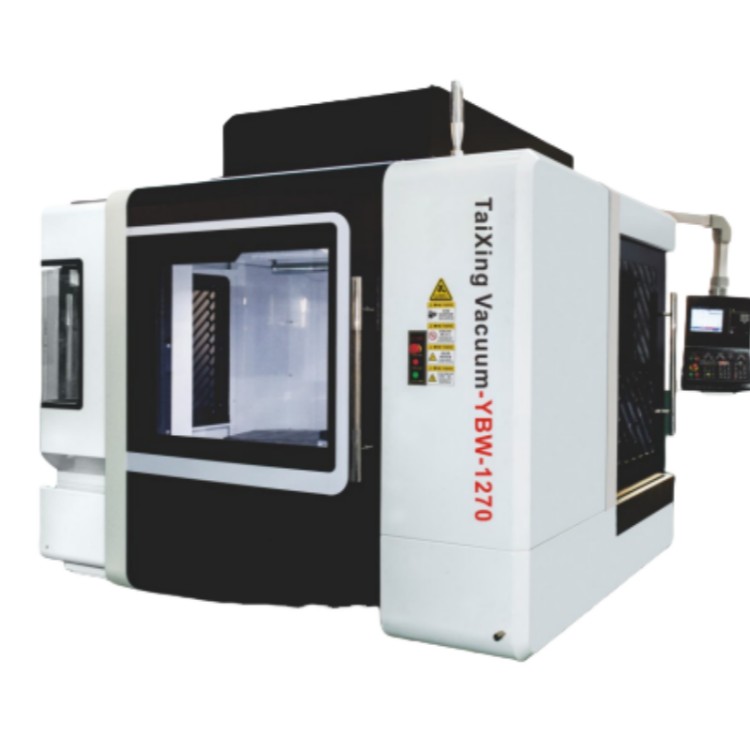
Тайсин горизонтальный обрабатывающий центр YBM-1270
-

Тайсин светоотверждаемый 3D-принтер SLA1600D
-

Тайсин высокоточный вертикальный обрабатывающий центр с ЧПУ VMC TXP-1890
-
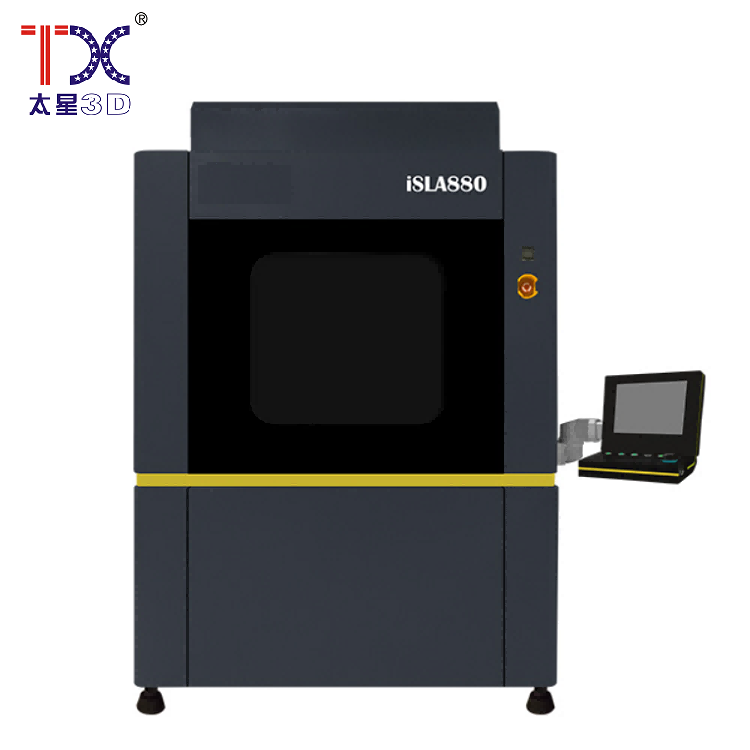
Тайсин светоотверждаемый 3D-принтер SLA880
-
Тайсин металлический 3D-принтер iSLM600QN
-

Тайсин металлический 3D-принтер iSLM800QN



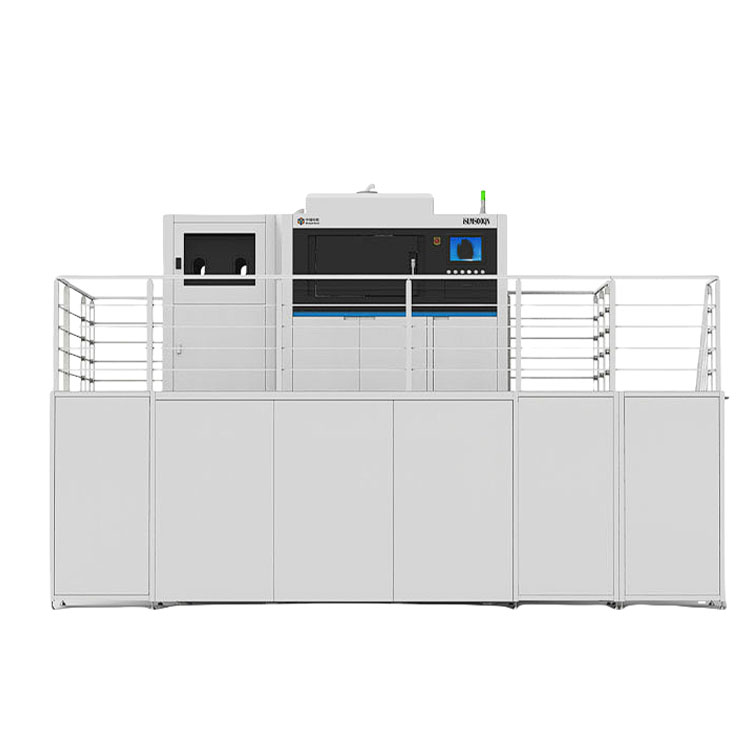
Тайсин металлический 3D-принтер SLM280
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формовочного цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.
Описание
маркер
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формовочного цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.
В технологии селективной лазерной плавки металлов Taixing Technology используется лазер с высокой плотностью энергии и мелким диаметром пятна, который может завершить изготовление сложных деталей, на изготовление которых обычными методами потребовались бы недели или даже месяцы, за чрезвычайно короткий период времени. Формованные детали не только имеют точную размерную точность, высокую прочность и высокую массовую плотность, но также обладают превосходными механическими свойствами и другими аспектами. В основном используется для быстрого изготовления высокоточных и качественных металлических деталей.
Ключевые особенности
Высокая скорость, высокая точность, высокое качество
Металлический 3D-принтер Taixing·Серия SLM
Формованные детали имеют лучшее качество поверхности без полировки.
Литые детали имеют высокую точность и используются для изготовления прецизионных прототипов.
Непосредственное производство металлических функциональных деталей без промежуточных процессов, что значительно упрощает производственный процесс.
Имеет металлургическую структуру, высокую плотность (>99%), отличные механические свойства и позволяет исключить необходимость последующей обработки.
Детали могут быть изготовлены за считанные минуты или часы, в зависимости от размера и сложности детали.
Может напрямую производить функциональные детали сложной геометрической формы (например, защелки, живые петли)
Материал имеет широкий спектр применения, а его металлический порошок может представлять собой различные отдельные материалы или многокомпонентные материалы.
Особенно подходит для изготовления индивидуальных или мелкосерийных функциональных деталей по индивидуальному заказу.



Технические характеристики iSLM280
| лазерная система
ЛАЗЕРНАЯ СИСТЕМА |
Волоконный лазер лазерного типа
Длина волны 1064 нм Мощность лазера 500 Вт |
| система повторного покрытия
СИСТЕМА ПОВТОРНОГО ПОКРЫТИЯ |
Способ нанесения покрытия: скребок распределяет порошок в двух направлениях.
Толщина нормального слоя 0,05 мм. Быстро производить слой толщиной 0,05~0,15 мм. Толщина прецизионного производственного слоя 0,02 ~ 0,05 мм. |
| Система оптического сканирования
ОПТИЧЕСКОЕ И СКАНИРОВАНИЕ |
Световое пятно (диаметр @ 1/e²) 0,06 ~ 0,20 мм
Сканирующий гальванометр Высокоскоростной сканирующий гальванометр Скорость сканирования детали 1,0–4,0 м/с (рекомендуется) Скорость частичного прыжка 10,0 м/с (рекомендуется) Эталонная скорость производства 4~20 см³/ч. |
| система защиты
СИСТЕМА ЩИТА |
Защитный газ азот, аргон (активные металлические материалы необходимо защищать аргоном)
Регулятор потока: интеллектуальная регулировка 0–3 л/мин. Контроль пылеудаления и эффективная система циркуляции защитного газа |
| Сделать чан
СТРОИТЕЛЬНЫЙ НДС |
Стандартный объем около 27,5 л.
Производственная платформа XY 280 мм(X) × 280 мм(Y) (исключая скругления отверстий под винты и т. д.) Ось Z 380 мм (включая толщину подложки) Максимальный вес детали 50 кг. Тип нагрева: прецизионный нагрев резистивной проволоки Формовочные материалы: нержавеющая сталь, формовочная сталь, титановый сплав, алюминиевый сплав, кобальт-хромовый сплав, никелевый сплав, медь и т. д. |
| программное обеспечение управления
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ |
Тип сети Ethernet, TCP/IP, IEEE802.3
Программное обеспечение для управления производством iSLM (Presto SLM) Программное обеспечение для обработки данных 3dLayer (программное обеспечение для многоуровневой обработки с трехмерной поддержкой) Файл интерфейса данных CLI, файл SLC, файл STL |
| Условия установки
УСЛОВИЯ УСТАНОВКИ |
Электропитание 220 В (±10 %) переменного тока, 50/60 Гц, однофазное, 16 А.
Температура окружающей среды 20-26°C Относительная влажность ниже 40%, без заморозков. Размер оборудования 1,75 м (Ш) × 1,40 м (Г) × 2,20 м (В) (без компьютерной стойки) Вес оборудования около 2000 кг. |
| Гарантийный срок
ГАРАНТИЯ |
Лазер 5000 часов или 12 месяцев (в зависимости от того, что наступит раньше)
Срок эксплуатации всей машины составляет 12 месяцев с даты установки. |
связаться с нами
Сопутствующие популярные продукты

Тайсин металлический 3D-принтер SLM160
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формовочного цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.

Тайсин пятиосевой обрабатывающий центр с ЧПУ для механической обработки TXMT-21042
Пятиосевой станок — это современное обрабатывающее оборудование с ЧПУ с пятью независимо движущимися осями, которыми можно точно управлять в направлениях X, Y, Z, A и B для достижения эффективной и высокоточной обработки сложных деталей. Станок добавляет две оси вращения (обычно ось A и ось B), что позволяет инструменту приближаться к заготовке под любым углом, что значительно повышает гибкость и эффективность обработки. Основные преимущества пятиосных станков: высокая эффективность, высокая точность, увеличенный срок службы инструмента, подходит для сложных деталей.

Тайсин высокоскоростной и высокоточный обрабатывающий центр для обработки деталей TX-V8
Высокоскоростной и высокоточный обрабатывающий центр для деталей представляет собой обрабатывающее оборудование с ЧПУ, которое объединяет функции фрезерования, сверления, нарезания резьбы, расточки и другие. Оно специально разработано для высокоточного и высокоскоростного производства. Его ядро имеет конструкцию высокой жесткости и высокоскоростной шпиндель, оснащенный прецизионными линейными направляющими и шариковыми винтами для обеспечения стабильности и точности во время обработки. Обрабатывающий центр оснащен системой быстрой смены инструмента и эффективной конструкцией удаления стружки, что значительно повышает эффективность обработки и уровень автоматизации производства. Он широко используется в аэрокосмической отрасли, автомобильных деталях, прецизионных инструментах, производстве пресс-форм и других областях и подходит для обработки сложных форм и высокоточных деталей с высоким спросом.
Тайсин металлический 3D-принтер iSLM600QN
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формующего цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.

Тайсин обрабатывающий центр для сверления и нарезания резьбы TXT-800
Серия обрабатывающих центров для сверления и нарезания резьбы широко используется для быстрого сверления, нарезания резьбы и фрезерования мелких деталей, таких как электроника, сантехника, автомобили, детали и медицинское оборудование; они также подходят для небольших форм и прецизионной обработки меди;
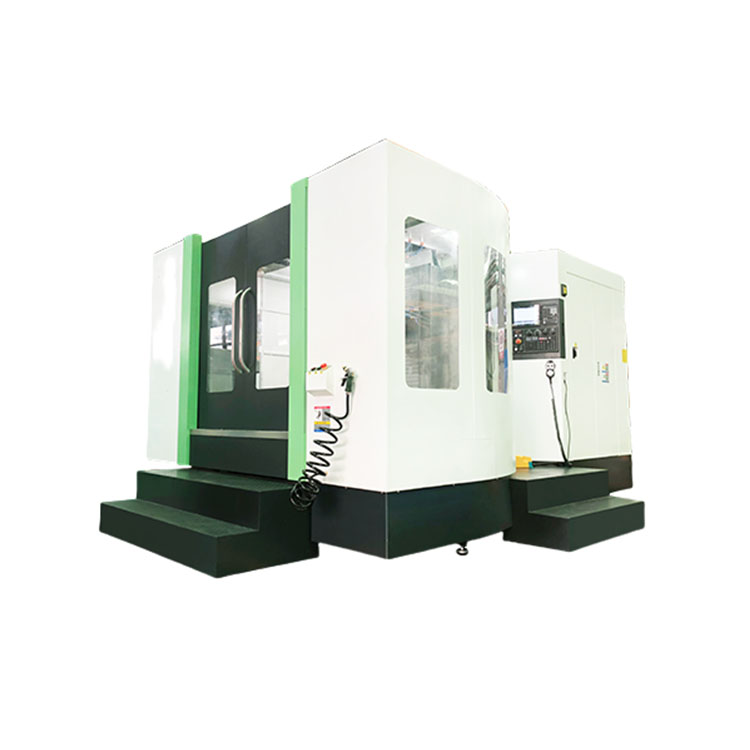
Тайсин высокоточный вертикальный обрабатывающий центр с ЧПУ VMC TXP-1890
Станки серии вертикальных обрабатывающих центров основаны на быстрой и жесткой обработке в качестве базовой отправной точки проектирования, обеспечивая массовое производство, точность обработки и эффективность обработки деталей. Модульное сочетание функций высокоэффективной разгрузки, быстрой подачи и высокоскоростного шпинделя может удовлетворить индивидуальный выбор различных потребностей клиентов в обработке; все ключевые компоненты, влияющие на качество всей машины, — это импортные высококачественные компоненты;
Тайсин светоотверждаемый 3D-принтер iSL1100
Стереолитография (SLA) — это высокоскоростная и высокоточная технология 3D-печати. Детали печатаются с помощью УФ-лазера и жидкого фотополимера, отверждаемого УФ-излучением – «фотополимера». Лазерный луч контролируется для сканирования поверхности жидкой смолы, так что поверхность жидкой смолы затвердевает, образуя сканированную пленку поперечного сечения детали. После отверждения одного слоя покройте вновь образовавшийся слой другим слоем жидкой смолы и продолжайте сканирование, чтобы затвердеть и объединить его с поперечным сечением ранее отвержденной детали. Это происходит вперед и назад, слой за слоем, чтобы напечатать полную трехмерную деталь.
Тайсин трехпроводная рельсовая формовочная машина высокой жесткости TX-6027
Трехлинейный рельсоформовочный станок высокой жесткости представляет собой высокопроизводительный станок, специально разработанный для обработки пресс-форм и обладающий превосходной жесткостью и стабильностью. В этой модели используется трехлинейная конструкция направляющей, которая значительно повышает виброустойчивость и грузоподъемность станка, обеспечивая стабильную и точную производительность резания во время высокоточной обработки. Особенно подходит для обработки больших, сложных форм и материалов высокой твердости. Благодаря превосходной точности и стабильности обработки он широко используется при производстве пресс-форм в автомобилях, бытовой технике, пластмассах, литье под давлением и других отраслях промышленности. Он может эффективно сократить время обработки и повысить эффективность производства и качество продукции.

Тайсин светоотверждаемый 3D-принтер SLA550Lite
Стереолитография (SLA) — это высокоскоростная и высокоточная технология 3D-печати. Детали печатаются с помощью УФ-лазера и жидкого фотополимера, отверждаемого УФ-излучением – «фотополимера». Лазерный луч контролируется для сканирования поверхности жидкой смолы, так что поверхность жидкой смолы затвердевает, образуя сканированную пленку поперечного сечения детали. После отверждения одного слоя покройте вновь образовавшийся слой другим слоем жидкой смолы и продолжайте сканирование, чтобы затвердеть и объединить его с поперечным сечением ранее отвержденной детали. Это происходит вперед и назад, слой за слоем, чтобы напечатать полную трехмерную деталь.

Тайсин высокоскоростной сверлильный и резьбонарезной станок TX-T6
Высокоскоростной станок для сверления и нарезания резьбы представляет собой эффективное технологическое оборудование, объединяющее функции сверления и нарезания резьбы. Он специально разработан для требований высокой точности и высокоскоростной обработки. В этом оборудовании используется передовая система ЧПУ и высокоскоростной шпиндель, которые позволяют за короткое время выполнять сложные процессы сверления и нарезания резьбы с несколькими отверстиями. Он обладает характеристиками высокой стабильности, высокой точности и значительно улучшенной эффективности производства и подходит для массового производства и точной обработки сложных деталей. Он широко используется в автомобилестроении, электронной продукции, аэрокосмической, машиностроительной и других отраслях промышленности и особенно подходит для быстрой обработки металла, пластика и других материалов.

Тайсин гравировально-фрезерный станок EMC-650
Гравировально-фрезерный станок представляет собой оборудование с ЧПУ, объединяющее функции гравировки и фрезерования. Он специально разработан для высокоточной обработки мелких деталей. Он имеет высокоскоростной шпиндель и корпус высокой жесткости, способный выполнять точную обработку сложных контуров, подходит для обработки различных металлических и неметаллических материалов, таких как сталь, алюминиевый сплав, медь, пластик и т. д. Гравировальные и фрезерные станки широко используются при изготовлении пресс-форм, прецизионной обработке деталей, производстве рекламных вывесок и кустарном производстве благодаря их высокой скорости, высокой точности и хорошему качеству поверхности. Он характеризуется высокой точностью обработки, высокой скоростью и широким диапазоном обработки. Он особенно подходит для сцен, требующих тонкой гравировки и легкого фрезерования.

Тайсин металлический 3D-принтер iDEN160
Селективное лазерное плавление металлов (SLM) — это технология 3D-печати, в которой металлический порошок используется для непосредственной печати металлических деталей. При печати скребок наносит слой металлического порошка на опорную пластину формовочного цилиндра, а лазерный луч избирательно плавит порошок в соответствии с профилем поперечного сечения каждого слоя детали для обработки текущего слоя. После завершения спекания одного слоя подъемная система снижает высоту одного слоя поперечного сечения. Ролик для распределения порошка распределяет еще один слой металлического порошка на сформированный слой поперечного сечения и спекает следующий слой. Это происходит слой за слоем. пока вся деталь не спечется. Весь процесс формования осуществляется в технологической камере, вакуумированной или заполненной защитным газом для предотвращения реакции металла с другими газами при высоких температурах.
Тайсин высокоскоростной пятиосевой обрабатывающий центр TX-UC400
Высокоскоростной пятиосевой обрабатывающий центр представляет собой современный станок с ЧПУ, который может одновременно управлять движением нескольких осей при вращении на высокой скорости и подходит для обработки сложных криволинейных поверхностей и высокоточных деталей. Он широко используется в аэрокосмической, автомобильной промышленности, обработке пресс-форм, прецизионном приборостроении и других отраслях промышленности. Он может выполнять многогранную обработку за один зажим, уменьшать многочисленные ошибки позиционирования заготовок, а также повышать эффективность производства и точность обработки. Это оборудование обладает мощными гибкими возможностями обработки и особенно подходит для обработки сложных трехмерных изогнутых поверхностей и высокоточных деталей, что значительно повышает уровень автоматизации производства и качество продукции.
Тайсин светоотверждаемый 3D-принтер SLA1900D
Стереолитография (SLA) — это высокоскоростная и высокоточная технология 3D-печати. Детали печатаются с помощью УФ-лазера и жидкого фотополимера, отверждаемого УФ-излучением – «фотополимера». Лазерный луч контролируется для сканирования поверхности жидкой смолы, так что поверхность жидкой смолы затвердевает, образуя сканированную пленку поперечного сечения детали. После отверждения одного слоя покройте вновь образовавшийся слой другим слоем жидкой смолы и продолжайте сканирование, чтобы затвердеть и объединить его с поперечным сечением ранее отвержденной детали. Это происходит вперед и назад, слой за слоем, чтобы напечатать полную трехмерную деталь.

Тайсин светоотверждаемый 3D-принтер SLA450
Стереолитография (SLA) — это высокоскоростная и высокоточная технология 3D-печати. Детали печатаются с помощью УФ-лазера и жидкого фотополимера, отверждаемого УФ-излучением – «фотополимера». Лазерный луч контролируется для сканирования поверхности жидкой смолы, так что поверхность жидкой смолы затвердевает, образуя сканированную пленку поперечного сечения детали. После отверждения одного слоя покройте вновь образовавшийся слой другим слоем жидкой смолы и продолжайте сканирование, чтобы затвердеть и объединить его с поперечным сечением ранее отвержденной детали. Это происходит вперед и назад, слой за слоем, чтобы напечатать полную трехмерную деталь.
Тайсин вертикальный токарный станок с ЧПУ TXLC-500
Вертикально-токарный станок (ВТЛ) — один из наиболее традиционных типов станков. Они идеально подходят для тяжелой обработки средних и крупных деталей. По мере развития технологий вертикальные токарные станки становятся все более универсальными. Наши вертикальные токарные станки повышают производительность за счет стабильной обработки тонкостенных заготовок и заготовок неправильной формы. Основание и колонна коробчатого типа образуют высоконадежную и жесткую конструкцию. Корпус шпинделя с фланцевой структурой сводит к минимуму воздействие термической деформации и вибрации, обеспечивая стабильную и точную резку.